Stock Code:000821
- 中文
- |
- English
- |
- Русский язык
- |
- Español
- |
- Tiếng Việt Nam
- |
- Türkçe
01
part one
Detailed animation process introduction
02
part two
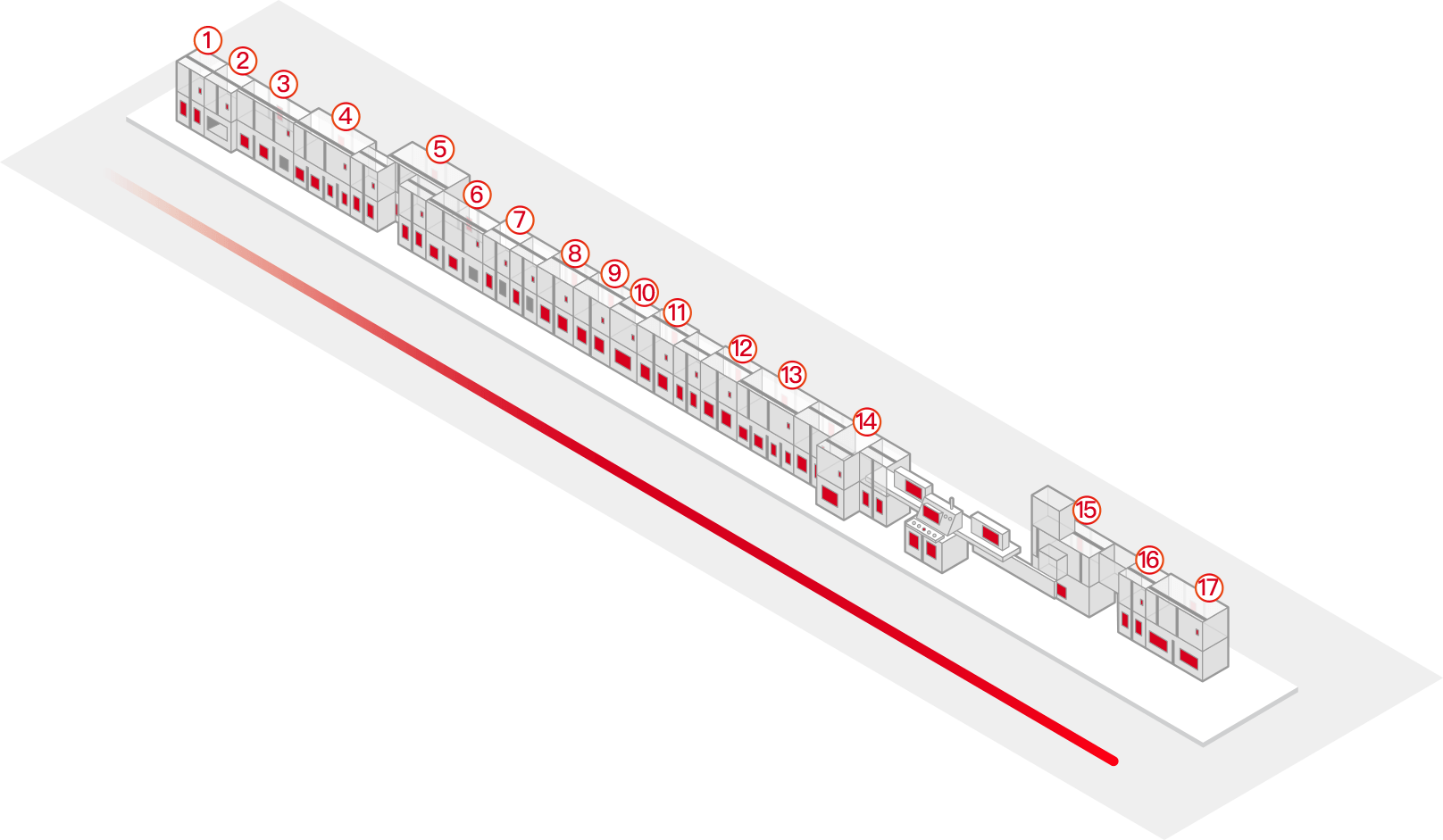
Equipment specifications: 32.5m(L)* 2.2m(W)* 1.8m(H); automatic scanning machine :1.6m(L)* 1.5m(W)* 1.8m(H)
03
part three
Overall design guidelines and overall design philosophy
04
part four
All production data connection real-time upload system
Equipment specifications: total length 32.5M, width 2.2M, height 1.8M; automatic scanning machine (length 1.6m, width 1.5m, height 1.8m)